
Продуктлар


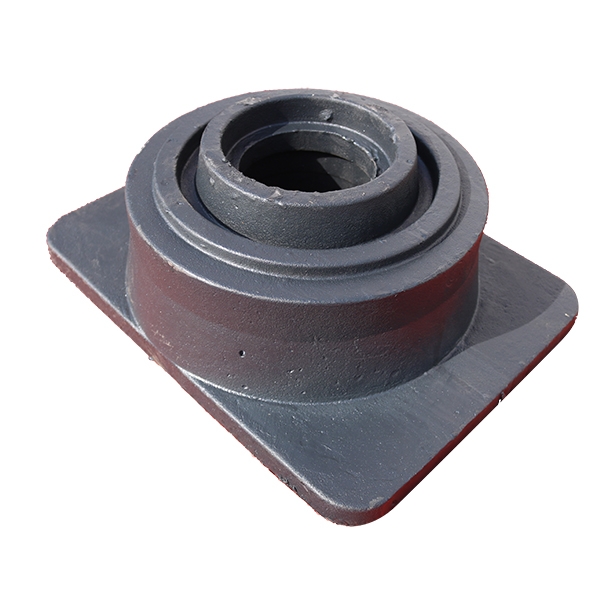
GVT1501020055 Хаб Редукдер
Продукция үзенчәлеге
Lostгалтылган күбек (чын формалаштырылган корабль дип тә атала) Фольга (EPS, stmma яки EPMMA) полимер материал, шул ук структура һәм зурлыктагы өлешләр белән бер үк структура һәм зурлыктагы өлешләр белән шөгыльләнәләр, диләр. Яңарту белән каплау (ныгытылган), шома һәм сулыш алучы белән) һәм кипкән, ул коры кварц комында күмелгән һәм өч үлчәмле тибрәнү модельләштерүенә буйсынган. Моттен металл тискәре басым астында формалаштыручы ком тартмасына салып, вапоризацияләнгән һәм парланган, аннары чыгарылган. Сыек металл куллана торган яңа кастинг ысулын куллана торган яңа кастинг ысулын куллана, бер тапкыр формалашу процессын сузылган һәм кастинглар җитештергән сюрлаштыру. Lostгалтылган күбек кастингның түбәндәге характеристикалары бар: 1. Капкалар яхшы сыйфатлы һәм арзан бәядән; 2. Материаллар чикле һәм барлык зурлыклар өчен яраклы түгел; 3. Highгары төгәллек, шома өслек, аз чистарту, азрак эшкәртү; 4.. Эчке җитешсезлекләр бик киметелә һәм кастинг структурасы яхшырды. Тыгыз; 5. Ул зур масштаблы һәм массакүләм җитештерүне аңлый ала; 6. Бу шул ук кастингны массакүләм җитештерү өчен яраклы; 7. Бу кул белән эшләү һәм автоматлаштырылган җыю линиясе җитештерү һәм эксплуатация белән идарә итү; 8. Производствоның җитештерү торышы әйләнә-тирә мохитне саклау техник параметрлары таләпләренә туры килә. ; 9. Бу эш шартларын һәм кастинг җитештерү линиясенең җитештерү шартларын сизеп яхшыра ала, хезмәт интенсивлыгын киметергә һәм энергия куллануны киметергә мөмкин.
Продукция тасвирламасы
1. Вакуум түбән басым күп функ кастинг технологиясен югалтты. Ул аз басымлы кастингның техник өстенлекләрен һәм вакуумның башка техник өстенлекләрен берләштерә, тутыру һавасын контрольдә тоту процессын тутыра, һәм Аллойның тутыру сәләтен бик яхшырта. Үлгән кастинг белән чагыштырганда, җиһаз инвестицияләре аз, бәя түбән, һәм кастинг җылылык белән дәваланырга мөмкин; Ком ташлау белән чагыштырганда, кастингларның төгәллеге, түбән өслек тупаслыгы, югары җитештерүчәнлек, югары җитештерүчәнлек. Грейлык белән анти-тарту ярдәмендә кыска канал була, һәм температураның үлеме аз. Алдагы кастингларның кую системасы гади һәм эффектив, югары уңыш һәм тыгыз структура белән. Кирәкле тарту температурасы түбән һәм төрле булмаган эретмәләрне кул кую һәм формалаштыру өчен яраклы. .
2.Фрессура күпернең күпер касәсе технологиясе. Ул югалган Фолинг кастинг технологиясен бастырылган кристалллау технологиясе белән берләштерә. Аның принцибы күченү формасы белән эретелгән металл белән ком тартмасы белән басымлы танкка басымлы танкка басымлы танкка басымлы һәм юкка чыгарга, аннары басым танкын тиз мөһерләгез һәм газны билгеле бер басым белән кертергә. , эретелгән металлга басым астында савыгу һәм кристаллизацияләүгә китерә. Бу технологиянең характеристикасы - бу кысылган куышлык, кадакланган караш, кастинглар кастингларның тыгызлыгын арттыру, кастингларның механик үзәген арттыра ала. Тышкы басым астында ныклаштыру башта ниндидер ниндритларның микроскопик деформациясенә, күтәрелү подъездын бик яхшыртырга мөмкин, һәм кастингның эчке кысылуын яхшырту. Шул ук вакытта, басым каты эретмәдә газ коллыгын арттыра, ягътибар итә ала. Күбләүләр кими.






Без сезнең өчен нәрсә эшли алуыбыз турында сөйләшәсе килә?
Сезнең чишелешләр сезне алып бара торган урында.